Vákuum gázhűtő kemence Vízszintes, egykamrás




Mi a vákuumgázos oltás?
A vákuumgázos oltás az a folyamat, amelynek során a munkadarabot vákuum alatt melegítik, majd nagy nyomáson és nagy áramlási sebességgel gyorsan lehűtik a hűtőgázban, hogy javítsák a munkadarab felületi keménységét.
A hagyományos gázos, olajos és sófürdős oltással összehasonlítva a vákuumos nagynyomású gázos oltásnak nyilvánvaló előnyei vannak: jó felületi minőség, oxidáció és karbonizáció hiánya; jó oltási egyenletesség és kis munkadarab-deformáció; a oltási szilárdság jó szabályozhatósága és szabályozható hűtési sebesség; magas termelékenység, ami megkíméli a tisztítási munkát az oltás után; nincs környezetszennyezés.
Számos anyag alkalmas vákuumos nagynyomású gázos oltásra, főként a következők: gyorsacél (például vágószerszámok, fémformák, matricák, mérőeszközök, sugárhajtóművek csapágyai), szerszámacél (óra alkatrészek, szerelvények, prések), matricaacél, csapágyacél stb.
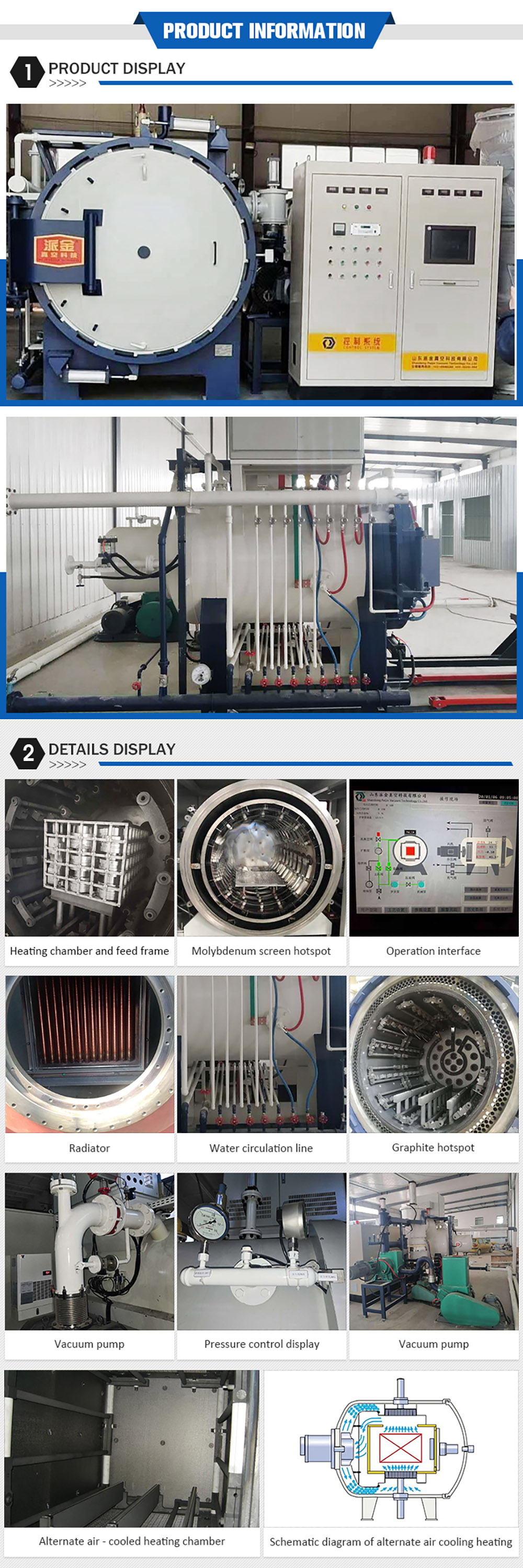
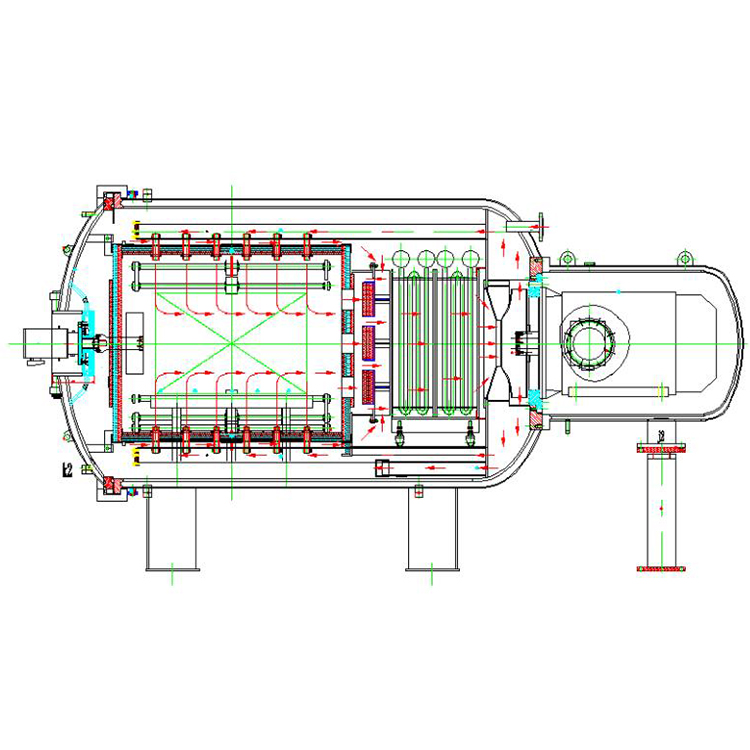
A Paijin vákuumos gázhűtő kemence egy vákuumkemence, amely kemencetestből, fűtőkamrából, forró keverőventilátorból, vákuumrendszerből, gáztöltő rendszerből, vákuumos parciális nyomású rendszerből, elektromos vezérlőrendszerből, vízhűtő rendszerből, gázhűtő rendszerből, pneumatikus rendszerből, automatikus kemenceadagoló kocsiból és tápegységből áll.



Alkalmazás
Paijin vákuumos gázhűtő kemenceAlkalmas olyan anyagok edzésére, mint a kokillaacél, a gyorsacél, a rozsdamentes acél stb.; olyan anyagok oldatkezelésére, mint a rozsdamentes acél, a titán és a titánötvözet; különféle mágneses anyagok lágyítására és megeresztésére; valamint vákuumforrasztásra és vákuumszinterezésre is használható.

Jellemzők
1. Nagy hűtési sebesség:A nagy hatékonyságú négyzet alakú hőcserélő használatával a hűtési sebesség 80%-kal nő.
2. Jó hűtési egyenletesség:A levegőfúvókák egyenletesen és eltoltan vannak elhelyezve a fűtőkamra körül.
3. Nagy energiatakarékosság:A légfúvókák automatikusan bezáródnak fűtés közben, így 40%-kal kevesebb energiaköltséget takarít meg.
4. Jobb hőmérséklet-egyenletesség:fűtőelemei egyenletesen vannak elosztva a fűtőkamra körül.
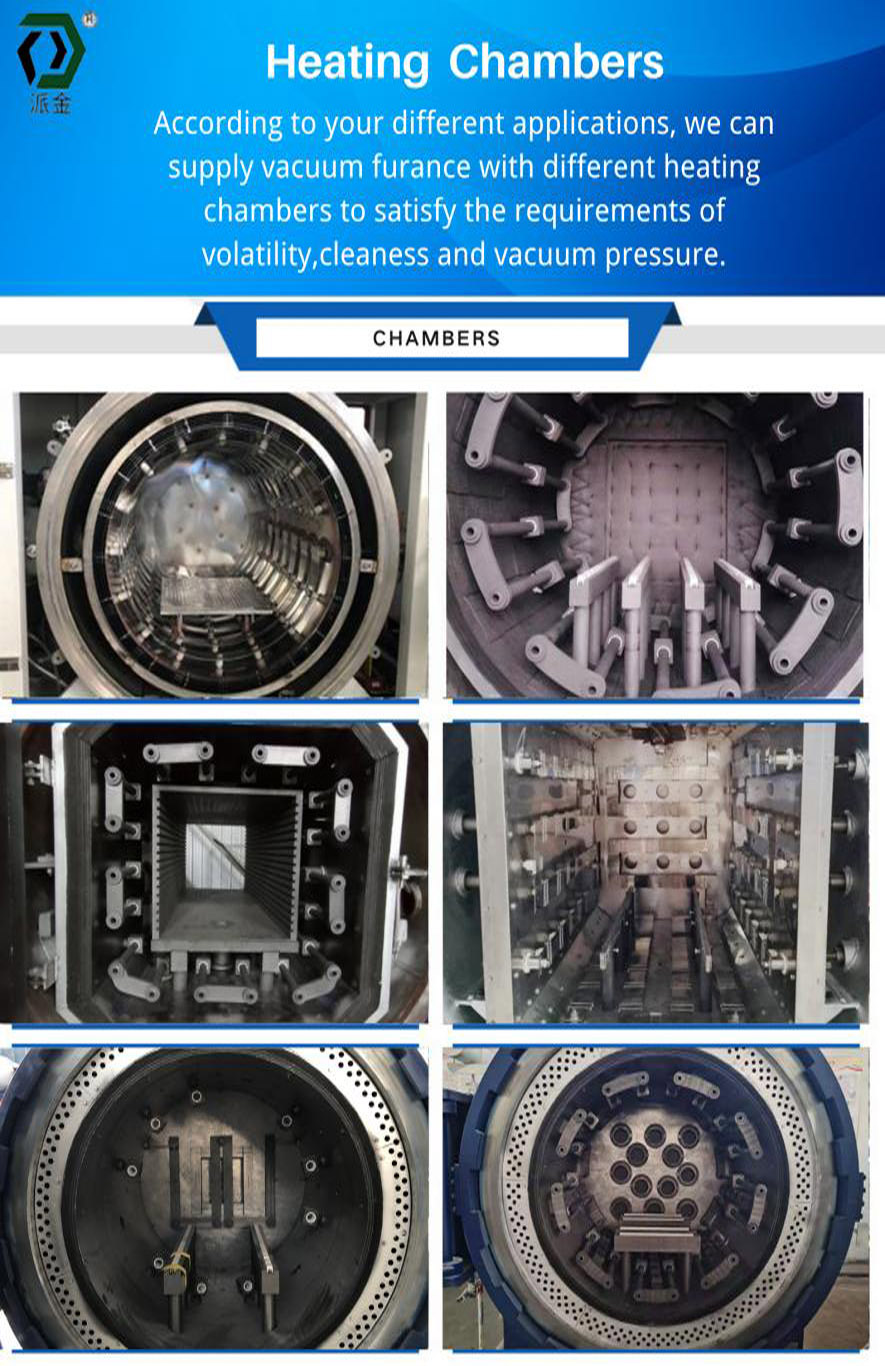
5. Különböző folyamatkörnyezetekhez alkalmas:A fűtőkamra szigetelőrétege kompozit kemény szigetelőrétegből vagy fém szigetelőhálóból készül, amely különféle környezetekhez alkalmas.
6. Intelligens és egyszerű a folyamatprogramozáshoz, stabil és megbízható mechanikai működés, automatikusan, félautomatikusan vagy manuálisan riasztást ad és megjeleníti a hibákat.
7. Frekvenciaváltásos szabályozó gázhűtő ventilátor, opcionális konvekciós levegőfűtés, opcionális 9 pontos hőmérséklet-felmérés, parciális nyomáson történő kioltás és izotermikus kioltás.
8. Teljes mesterséges intelligencia vezérlőrendszerrel és egy extra kézi operációs rendszerrel.
Standard modell specifikáció és paraméterek
| Standard modell specifikáció és paraméterek | |||||
| Modell | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Effektív forró zóna hosszú szélessége (mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900*900 * 1600 |
| Teherbírás (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maximális hőmérséklet (℃) | 1350 | ||||
| Hőmérséklet-szabályozási pontosság (℃) | ±1 | ||||
| A kemence hőmérsékletének egyenletessége (℃) | ±5 | ||||
| Maximális vákuumfok (Pa) | 4,0 * E -1 | ||||
| Nyomásemelkedési sebesség (Pa/H) | ≤ 0,5 | ||||
| Gázoltási nyomás (Bar) | 10 | ||||
| Kemence szerkezete | Vízszintes, egykamrás | ||||
| A kemenceajtó nyitási módja | Csuklópánt típusa | ||||
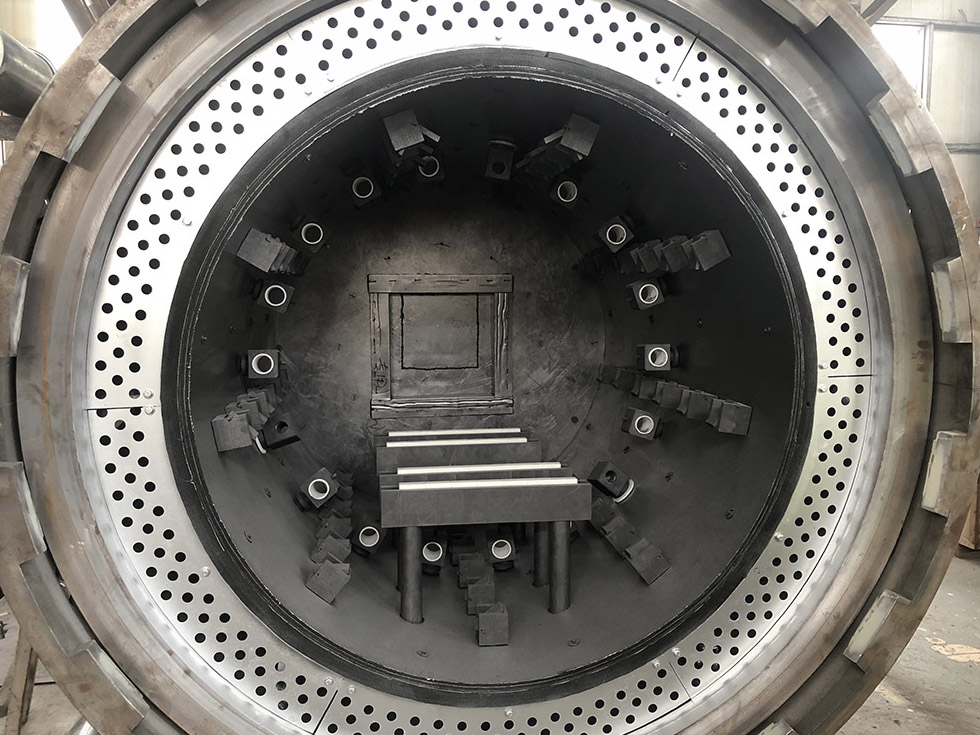
| Fűtőelemek | Grafit fűtőelemek | ||||
| Fűtőkamra | A Graphit keményfilc és puhafilc összetételének szerkezete | ||||
| Gázkioltó áramlási típus | Függőleges váltakozó áramlás | ||||
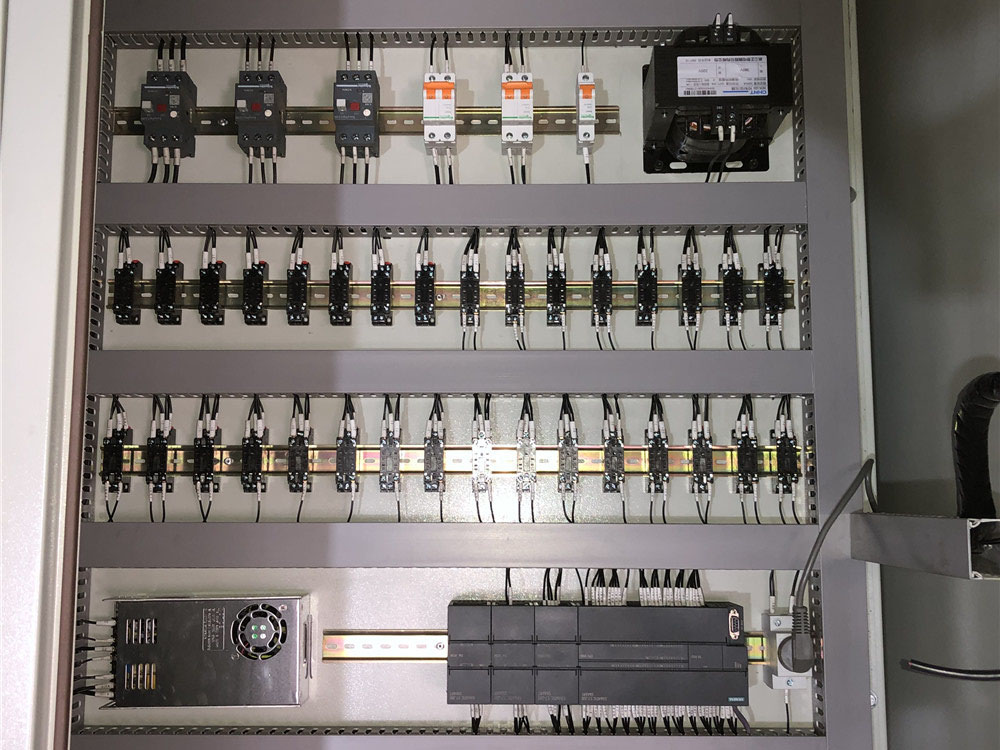
| PLC és elektromos elemek | Siemens | ||||
| Hőmérséklet-szabályozó | EUROOTHERM | ||||
| Vákuumszivattyú | Mechanikus szivattyú és gyökérszivattyú | ||||
| Testreszabott opcionális tartományok | |||||
| Maximális hőmérséklet | 600-2800 ℃ | ||||
| Maximális hőmérsékleti fok | 6,7 * E-3 Pa | ||||
| Gázoltási nyomás | 6-20 bar | ||||
| Kemence szerkezete | Vízszintes, függőleges, egykamrás vagy többkamrás | ||||
| Ajtónyitási módszer | Csuklós típus, Emelő típus, Lapos típus | ||||
| Fűtőelemek | Grafit fűtőelemek, Mo fűtőelemek | ||||
| Fűtőkamra | Összetett grafitfilc, Teljesen fémből készült fényvisszaverő képernyő | ||||
| Gázkioltó áramlási típus | Vízszintes váltakozó gázáramlás; Függőleges váltakozó gázáramlás | ||||
| Vákuumszivattyúk | Mechanikus szivattyú és gyökérszivattyú; Mechanikus, gyökér- és diffúziós szivattyúk | ||||
| PLC és elektromos elemek | Siemens; Omron; Mitsubishi; Siemens | ||||
| Hőmérséklet-szabályozó | EUROTHERM; SHIMADEN | ||||
Minőségellenőrzés
A minőség a termékek lelke, ez a kulcsfontosságú pont a gyár kiválasztásában.'jövője. A Paijin a minőséget a legfontosabb kérdésnek tekinti mindennapi munkánk során. Termékeink jó minőségének biztosítása érdekében 3 szempontra fordítottunk nagy figyelmet.
1. Legfontosabb: Emberi. Az ember a legfontosabb minden munkában. Minden új munkavállaló számára teljes körű képzéseket biztosítunk, és van egy értékelési rendszerünk, amely minden munkavállalót egy szintre (junior, közép, magas) sorol be. A különböző szintű munkavállalókat különböző munkakörökbe soroljuk, különböző fizetéssel. Ebben az értékelési rendszerben...'Nemcsak a készségek, hanem a felelősségvállalás és a hibaszázalék, a végrehajtó hatalom stb. is. Ily módon gyárunkban a dolgozók hajlandóak a legjobbat nyújtani a munkájukban. És szigorúan betartja a minőségirányítási szabályokat.
2. Legjobb anyagok és alkatrészek: Kizárólag a piacon kapható legjobb anyagokat vásároljuk, tudjuk, hogy 1 dollárnyi anyagmegtakarítás végső soron 1000 dollárba kerülne. A kulcsfontosságú alkatrészek, mint például az elektromos alkatrészek és a szivattyúk, mind márkás termékek, mint például a Siemens, Omron, Eurotherm, Schneider stb. A többi Kínában gyártott alkatrész esetében az iparág legjobb gyárát választjuk, és termékminőségi garanciaszerződést kötöttünk velük, hogy biztosítsuk, hogy a kemencében használt minden alkatrész a legjobb minőségű termék legyen.
3. Szigorú minőségellenőrzés: A kemencegyártás folyamatai során 8 minőségellenőrzési ponttal rendelkezünk. Minden ellenőrzési ponton 2 munkás végzi a vizsgálatot, és 1 gyárvezető felelős érte. Ezeken az ellenőrzési pontokon az anyagokat, alkatrészeket és a kemence minden aspektusát kétszeresen ellenőrizzük a minőség biztosítása érdekében. Végül, mielőtt a kemence elhagyná a gyárat, hőkezelési kísérletekkel kell ellenőrizni.